Việc đánh giá ảnh hưởng của việc gia nhiệt lên phụ tùng ống bằng nhựa nhiệt dẻo dạng ép phun bằng phương pháp sử dụng tủ sấy được thực hiện ra sao?
- Để đánh giá ảnh hưởng của việc gia nhiệt lên phụ tùng ống bằng nhựa nhiệt dẻo dạng ép phun bằng phương pháp sử dụng tủ sấy thì cần chuẩn bị những thiết bị nào?
- Mẫu thử dùng cho việc đánh giá ảnh hưởng của việc gia nhiệt lên phụ tùng ống bằng nhựa nhiệt dẻo dạng ép phun bằng phương pháp sử dụng tủ sấy được chuẩn bị ra sao?
- Việc đánh giá ảnh hưởng của việc gia nhiệt lên phụ tùng ống bằng nhựa nhiệt dẻo dạng ép phun bằng phương pháp sử dụng tủ sấy được thực hiện ra sao?
Để đánh giá ảnh hưởng của việc gia nhiệt lên phụ tùng ống bằng nhựa nhiệt dẻo dạng ép phun bằng phương pháp sử dụng tủ sấy thì cần chuẩn bị những thiết bị nào?
Theo tiểu mục 4.1 Mục 4 Tiêu chuẩn quốc gia TCVN 6242:2011 (ISO 580:2005) về Hệ thống đường ống và ống bằng chất dẻo - Phụ tùng bằng nhựa nhiệt dẻo dạng ép phun - Phương pháp đánh giá ngoại quan ảnh hưởng của gia nhiệt thì thiết bị dụng cụ cần dùng cho việc đánh giá ảnh hưởng của việc gia nhiệt lên phụ tùng ống bằng nhựa nhiệt dẻo dạng ép phun bằng phương pháp sử dụng tủ sấy gồm:
(1) Tủ sấy có hệ thống tuần hoàn không khí, được điều khiển nhiệt độ: có trang bị bộ ổn nhiệt sao cho nhiệt độ vùng làm việc được duy trì ở nhiệt độ thử đã quy định trước trong suốt quá trình thử và có khả năng gia nhiệt phù hợp để đạt được đến nhiệt độ thử trong vòng 15 min sau khi đưa mẫu thử vào.
(2) Nhiệt kế: được chia độ đến 0,5 oC hoặc cặp nhiệt điện loại “T” có độ phân giải đến 0,1 oC và độ chính xác ít nhất là ± 0,8 oC.

Việc đánh giá ảnh hưởng của việc gia nhiệt lên phụ tùng ống bằng nhựa nhiệt dẻo dạng ép phun bằng phương pháp sử dụng tủ sấy được thực hiện ra sao? (Hình từ Internet)
Mẫu thử dùng cho việc đánh giá ảnh hưởng của việc gia nhiệt lên phụ tùng ống bằng nhựa nhiệt dẻo dạng ép phun bằng phương pháp sử dụng tủ sấy được chuẩn bị ra sao?
Theo tiểu mục 4.2 Mục 4 Tiêu chuẩn quốc gia TCVN 6242:2011 (ISO 580:2005) về Hệ thống đường ống và ống bằng chất dẻo - Phụ tùng bằng nhựa nhiệt dẻo dạng ép phun - Phương pháp đánh giá ngoại quan ảnh hưởng của gia nhiệt thì sau khi loại bỏ mọi vật bám, lấy một phụ tùng ép phun hoàn chỉnh làm mẫu thử.
Nếu phụ tùng có kèm theo một vòng đệm elastome thì trước khi thử bỏ vòng đệm đó ra.
Trong trường hợp các phụ tùng có nhiều chi tiết thì tách riêng các chi tiết đó ra và thử riêng từng chi tiết.
*Lưu ý: Số lượng mẫu thử được quy định trong tiêu chuẩn sản phẩm. Khi không có quy định về số lượng mẫu thì phải thử ít nhất ba mẫu.
Việc đánh giá ảnh hưởng của việc gia nhiệt lên phụ tùng ống bằng nhựa nhiệt dẻo dạng ép phun bằng phương pháp sử dụng tủ sấy được thực hiện ra sao?
Các bước đánh giá ảnh hưởng của việc gia nhiệt lên phụ tùng ống bằng nhựa nhiệt dẻo dạng ép phun được thực hiện theo tiểu mục 4.3 Mục 4 Tiêu chuẩn quốc gia TCVN 6242:2011 (ISO 580:2005) về Hệ thống đường ống và ống bằng chất dẻo - Phụ tùng bằng nhựa nhiệt dẻo dạng ép phun - Phương pháp đánh giá ngoại quan ảnh hưởng của gia nhiệt như sau:
Bước 1: Đặt nhiệt độ của tủ sấy đến nhiệt độ (T ± 2) oC theo quy định trong tiêu chuẩn sản phẩm hoặc theo Bảng 1.
Bước 2: Đặt mẫu thử vào tủ sấy và sắp xếp sao cho nếu có thể thì các mẫu đứng trên một mặt của phần đầu nong, tránh tiếp xúc với mẫu khác hoặc với thành tủ sấy.
Bước 3: Để mẫu thử trong tủ sấy cho đến khi tủ sấy trở về nhiệt độ thử (T ± 2) oC và thêm một thời gian t, tùy thuộc vào độ dày thành trung bình em của phần dày nhất của mẫu thử theo quy định trong tiêu chuẩn sản phẩm hoặc theo Bảng 1.
Bước 4: Lấy mẫu thử ra khỏi tủ sấy, cẩn thận không làm biến dạng hoặc làm hỏng mẫu.
Dùng một con dao sắc hoặc một lưỡi dao cạo cắt mẫu thử trong khi mẫu vẫn còn nóng để có thể đo được kích thước của các vết nứt, phồng rộp, bong tách và các vết hở đường hàn, nếu có theo yêu cầu.
Bước 5: Để các mẫu thử và/hoặc các phần mẫu nguội trong không khí cho đến khi có thể cầm bằng tay mà không làm biến dạng mẫu.
Nếu không có các quy định khác trong tiêu chuẩn viện dẫn đến tiêu chuẩn này thì số lượng vết cắt được tiến hành như sau:
- đối với các chi tiết hình trụ có dn ≤ 160 mm ít nhất phải cắt hai lần cách đều nhau quanh chu vi phần miệng của từng đầu nong hoặc đầu không nong của chi tiết;
- đối với các chi tiết hình trụ có dn > 160 mm, ít nhất phải cắt bốn lần cách đều nhau quanh chu vi phần miệng của từng đầu nong hoặc đầu không nong của chi tiết.
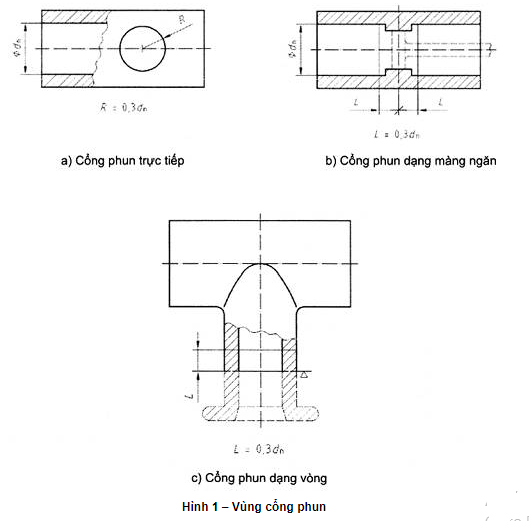
Đối với dn, xem Hình 1.
Bước 6: Kiểm tra từng mẫu thử và ghi lại bất kỳ sự thay đổi bề mặt nào như xuất hiện các vết nứt, bong tách và vết hở đường hàn cũng như sự thay đổi bên trong của thành phụ tùng, ví dụ các vết phồng rộp và ở vùng cổng phun.
Xác định phạm vi của các khuyết tật này trong vùng cổng phun biểu thị bằng phần trăm của độ dày thành như sau.
(1) Đối với phụ tùng ép phun kiểu cổng phun trực tiếp (xem Hình 1):
- kiểm tra xung quanh các điểm phun trong phạm vi bán kính như quy định trong tiêu chuẩn viện dẫn đến tiêu chuẩn này.
- Khi không có quy định tại tiêu chuẩn viện dẫn đến tiêu chuẩn này thì sử dụng R = 0,3 dn với giá trị tối đa là 50 mm.
(3) Đối với phụ tùng ép phun kiểu cổng phun vòng hoặc màng ngăn (xem Hình 1):
- kiểm tra trong phạm vi chiều dài L của phần hình trụ của vùng cổng phun như quy định trong tiêu chuẩn viện dẫn đến tiêu chuẩn này, khi không có quy định thì kiểm tra trong phạm vi chiều dài L = 0,3 dn.
- Trong trường hợp vết nứt chạy suốt theo toàn bộ chiều dày thành của vùng cổng phun thì xác định chiều dài của vết nứt đó.
(3) Đối với phụ tùng ép phun có đường hàn, xác định phần rộng nhất và sâu nhất của khoảng hở đường hàn bất kỳ.
(4) Đối với tất cả các phần khác của phụ tùng nằm trên vùng cổng phun, kiểm tra sự thay đổi bề mặt như là các vết nứt, phồng rộp và bong tách của thành phụ tùng.
Nếu không có quy định khác trong tiêu chuẩn viện dẫn đến tiêu chuẩn này thì có thể sử dụng các yêu cầu trong Phụ lục A Tiêu chuẩn quốc gia TCVN 6242:2011 (ISO 580:2005) để kiểm tra mẫu thử.
Trần Thành Nhân
Quý khách cần hỏi thêm thông tin về Phụ tùng ống có thể đặt câu hỏi tại đây.
- Danh mục, nội dung gói dịch vụ y tế cơ bản do trạm y tế xã thực hiện do Bộ Y tế ban hành mới nhất?
- Công chức giữ chức vụ lãnh đạo của Bộ Tư pháp có 02 năm liên tiếp được xếp loại không hoàn thành nhiệm vụ có bị cho thôi việc?
- Từ ngày 1/1/2025, quỹ bảo hiểm tai nạn lao động tự nguyện hoạt động theo nguyên tắc nào?
- Người làm chứng trong tố tụng dân sự là ai? Người làm chứng được từ chối khai báo lời khai không?
- Văn bản chấp thuận chủ trương đầu tư dự án cải tạo nhà chung cư phải được công bố công khai ở đâu?



.jpg)